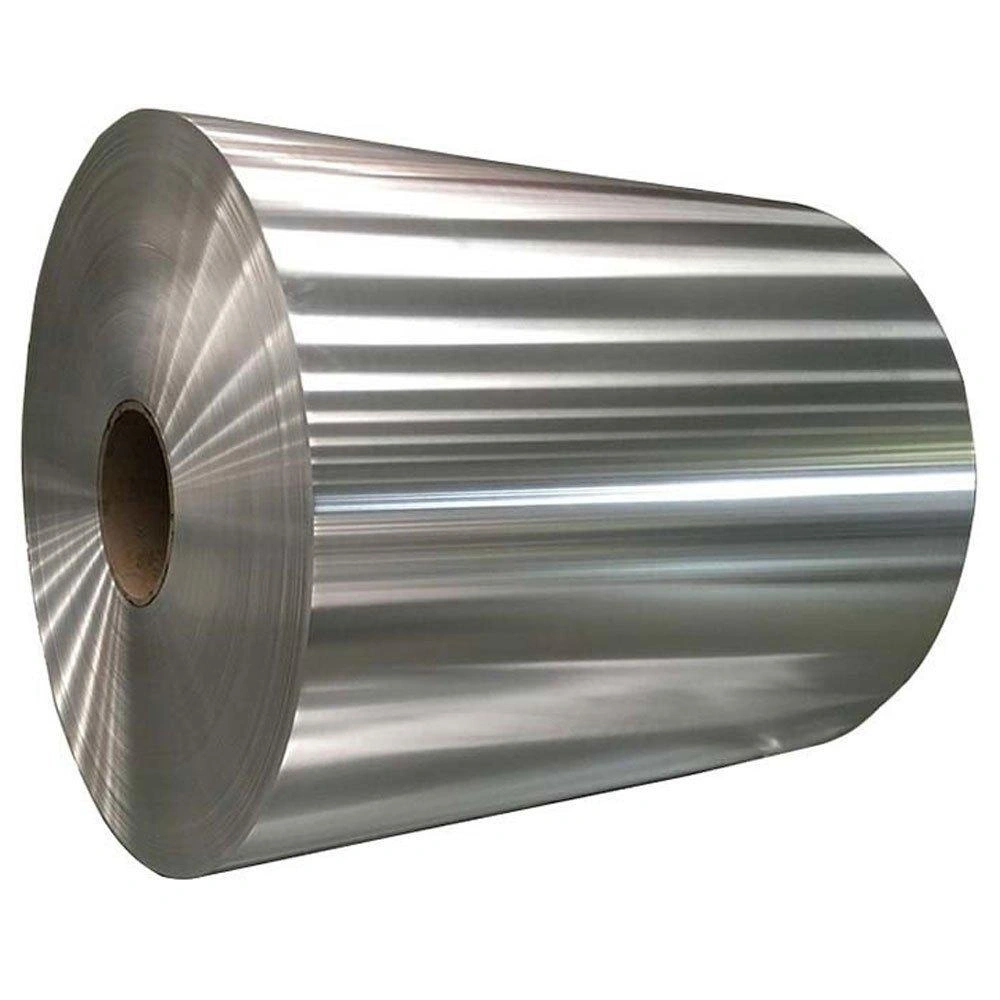
Our premium Aluminium Cold Rolled Coils are crafted using advanced manufacturing processes that ensure superior quality and excellent mechanical properties. Cold rolling involves passing aluminum through a series of rollers at or near room temperature, which enhances thickness precision and surface finish. The aluminium coils available range in thickness from 0.16mm to 4.00mm and come in a variety of grades including 1050, 1070, 1100, 3003, and 8011. Each coil is produced to meet strict standard tolerances, making them perfect for a variety of industrial applications. With a production capacity of 30,000 units, our aluminium coils are designed for durability and performance, making them an ideal choice for manufacturers looking for reliable flat roll commodities. The coils can be tailored to your specifications, with available widths from 500mm to 1600mm and lengths up to 3658mm, ensuring flexibility for your production needs. Choose our Aluminium Cold Rolled Coils for unparalleled quality and flexibility in your manufacturing operations.
Key Features
| Features | Description |
|---|---|
| Item Code | SLM49A |
| Production Capacity | 30000 units |
| Length Options | 2438mm for thickness < 0.7mm, 3658mm max for > 0.7mm |
| Thickness Range | 0.16mm to 4.00mm |
| Width Range | 500mm to 1600mm |
| Material Grades | 1050, 1070, 1100, 3003, 8011 |
| Temper Options | O, H14, H16, H18 |
| Tolerances for Thickness | Varies from +/-0.01mm to +/-0.15mm depending on thickness |
| Tolerance for Width | +/-3mm for width, +/-10mm for thickness >1.63mm |
| Attributes | Description |
|---|---|
| Technique | Cold Rolled |
| Commodity Section | Flat Roll |
Key Words
*Disclaimer: The above description has been AI-generated and has not been audited or verified for accuracy. It is recommended to verify product details independently before making any purchasing decisions.
Country Of Origin: India
Cold rolling is a manufacturing process that involves passing aluminum through a series of rollers at or near room temperature to reduce its thickness and improve its surface finish. This process imparts desirable mechanical properties to the aluminum.
AAdditional Information:
Item Code: SLM49A
Production Capacity: 30000
| Section | : | Flat Roll | |||||||||||||||||||||||||||||||
| Commodity | : | Sheets & Coils | |||||||||||||||||||||||||||||||
| Technique | : | Coil | |||||||||||||||||||||||||||||||
| Dimensions |
: |
|
|||||||||||||||||||||||||||||||
| PACKAGE | : | The coils are packed in eye-to-sky or eye-to-wall position, wrapped in HDPE and hardboard, strapped with hoop iron and placed on wooden pallets. Moisture protection is provided by silica gel packets. | |||||||||||||||||||||||||||||||
| APPLICATION | : | • Bus cabins and bodies • Insulation • Cladding in buildings, aluminium composite panels, false ceilings and panelling (plain or colour-coated coils) • Electrical busbar ducting, flexibles, transformer strips, etc |
|||||||||||||||||||||||||||||||




Abdullapuram, India
Manufacturer, Retailer, Trader, Distributor, Exporter, Importer, Merchant
GST- 33BAMPS3049E1ZO
FIEO Registered


